")
")
")


Instytut Wdrożeń i Technologii Sp. z o.o. is a foundry producing castings made of aluminum alloys in gravity technology in sand and metal mould forms, having its own numerically controlled CNC machine park (milling machines, lathes) located in Starachowice (Świętokrzyskie district), Poland.
The company also specializes in execution of castings tooling and offers for aluminum castings additional on-site services in the form of machining on numerically controlled CNC machines (milling machines, lathes), heat treatment (T1, T4, T5, T6, T64, T7), sandblasting, leak testing.
As part of external cooperation, we additionally offer services such as surface treatment of aluminum castings (e.g. anodizing, phosphatizing, chromating, powder and wet painting) as well as penetration and X-ray tests.
The aluminum foundry was founded in 1999 and bases its statutory activity on the potential and intellectual resources acquired at Odlewnie Polskie S.A. In 2005, shares in Instytut Wdrożeń i Technologii Sp. z o.o. were purchased from Odlewnie Polskie S.A. by two private persons; currently the only partner of the company is Zbigniew Dutkiewicz.
The company has invaluable experience related to the implementation and use of the ISO 9001:2000 certificate issued on October 4, 2005, which confirms the introduction and application of a quality management system in the design and manufacture of foundry equipment and the production of castings and their machining.
One of the company's main tasks is to implement new technologies; the company has experience in slimming production costs supported by replacing the process of machining aluminum details from rolled profiles to the machining of casted parts.
The company's services are currently used by international companies from the following sectors:
Most of inquiries are being processed within several days meanwhile we believe in production of aluminum castings based on Just-In-Time delivery concept.
To design aluminum castings we use the following software: CAD (Pro/ ENGINEER, PTC CREO Parametric 3.0, Unigraphics NX 12.0). We use CAM software (Pro/ ENGINEER, PTC CREO Parametric 3.0, Unigraphics NX 12.0 and EdgeCAM), 2D flat documentation (paper and electronic) and 3D solids received from our clients to manufacture models, molds, core boxes and CNC machining of castings. It is possible to import projects to the program supported by our technologists Pro/ ENGINEER, PTC CREO Parametric 3.0, Unigraphics NX 12.0 from external programs in all formats, including: STP; IGS; PAR; PARASOLID, CAT; VDA; STL.
We also use the ProCAST program for computer simulation of casting pouring and solidification processes, which allows you to simulate:
Files generated in CAD software are imported by CAM software supporting production, which then generates "NC" codes for the needs of CNC machines.
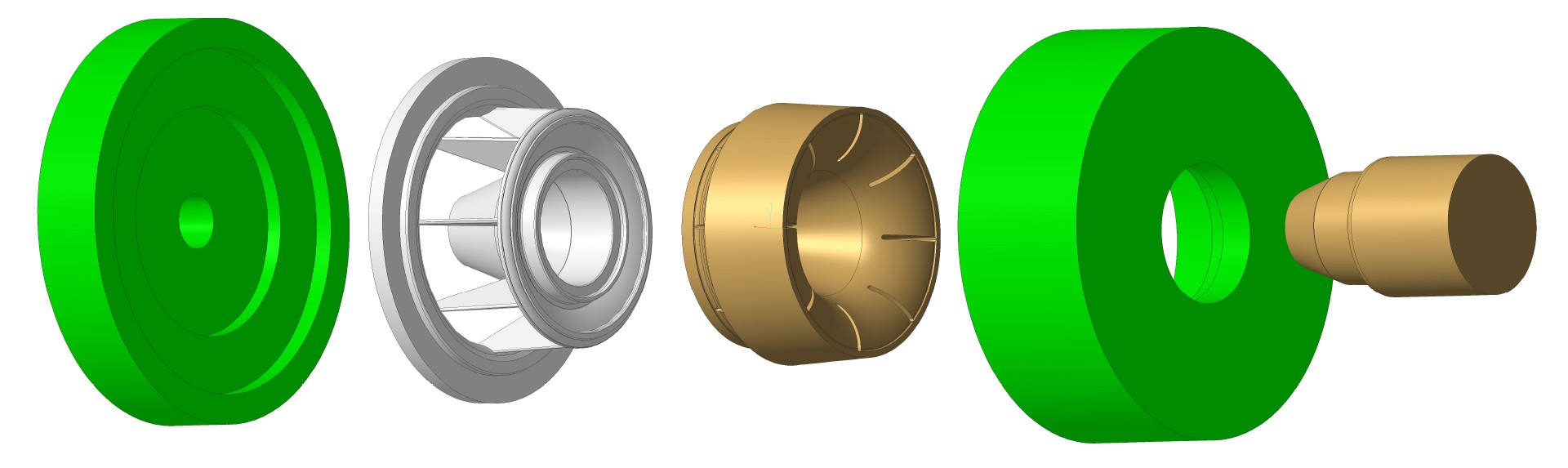
Picture #1. Casting design of aluminum alloy developed at Instytut Wdrożeń i Technologii Sp. z o.o.
The gray casting presented on picture is made on metal mould casting line. The upper and lower mold - green - reflects the external shapes of the casting. Before assembling the mold, a sand core is placed inside - brown colour. The core was made in NO BAKE technology from a self-hardening mass in a core box made of resin model plates. This production technology ensures both high casting tolerances and its strength parameters.
Pattern shop is highly specialized and modern department with long lasting experience which offer the following services:
 Execution of foundry tooling, models, moulds and core boxes from steel, aluminium and non- ferrous metals
Execution of foundry tooling, models, moulds and core boxes from steel, aluminium and non- ferrous metals
The models and their negatives are being executed on vertical machining centre AVIA VMC 650.
The maximum dimensions of milled models are: X/Y/Z 650/540/620.
Maximum burden is 620 kg.
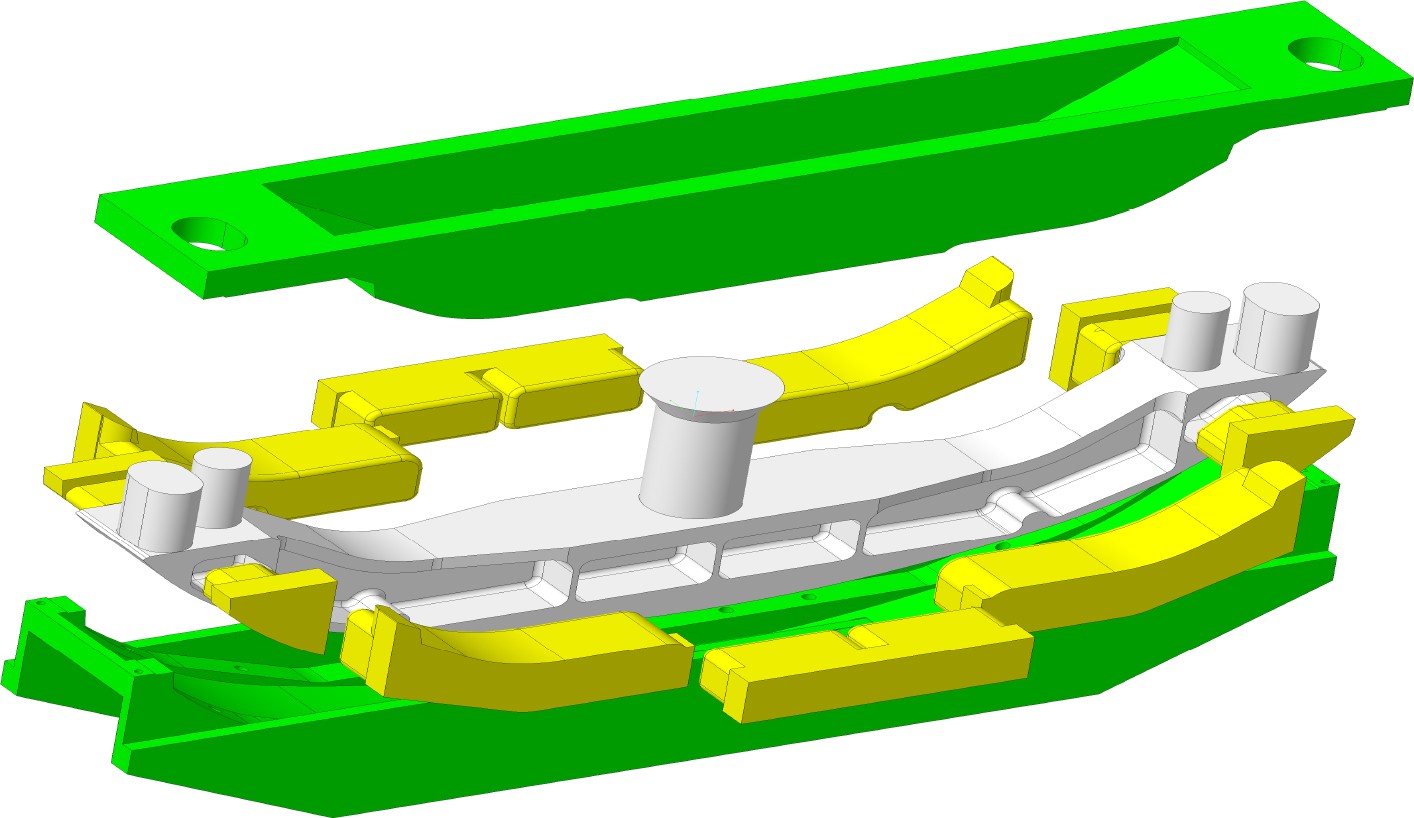
Picture #2. Casting design of aluminum alloy with the best strength properties Rm = 400 MPa; HBW ≥ 110 according to EN 1706: 2010 executed at Instytut Wdrożeń i Technologii Sp. z o.o.
This material can be used in many industries to replace other castings, including iron. Casting made on the metal mould line is marked in gray colour. The upper and lower mold - green - reflects the external shapes of the casting. To make one casting, 10 sand cores - yellow - executed in NO BAKE technology, are being placed inside the mold. Cores are made on a flaskless molding line with core boxes made of resin model plates. Then the cores are placed symmetrically on the right and left sides of the mold. The mold prepared in this way is poured with appropriately prepared metal with strictly maintained temperature parameters as well as a suitably selected chemical composition, so as to ensure all the required quality parameters of the product.
We specialize in production of complicated high-series as well as low-series aluminum castings made in sand, metal mould and mixed technologies.
We perform precipitation strengthening for the following aluminum alloys: AlSi7Mg0,3; AlSi7Mg0,6; AlSi9Mg; AlSi10Mg, AlCu5MgMn, AlCu4Ti; Alsi4MgTi; AlZn10Si8Mg; this treatment increases the strength properties of castings by 100%, thanks to which we obtain Rm above 400 MPa.
The thinness of the walls made by Instytut Wdrożeń i Technologii Sp. z o.o. should be:
For aluminum castings with wall thinnesses below 5 mm, we suggest redesigning the castings so that the wall thickness is ≥ 5 mm.
We perform aluminum heat treatment according to the following conditions: T1, T4, T5, T6, T64, T7.
The aluminum foundry is equipped with the following resistance and induction melting furnaces:
Depending on technology of execution our production capability starts from following weights:
Casting CNC machining is executed using the following CNC machines:
We have the following measuring equipment:
Quality of our products is controlled by the following the guidelines of ISO 9001:2001 procedure and stable assurance of high and stable level of quality. By executing the Quality Policy we wish to obtain the mark of firm which steady raises products quality as well as the satisfaction of our customers and our employees.
The quality control and quality goals are being carried out by the following concepts:
The highest products quality is supported by testing raw (input) materials and casting samples with use of GNR Solaris NF spectrometer and by checking castings dimensional tolerances (before and after CNC machining) on the computer-aided 5-axis FARO Prime 1.8 measuring arm.
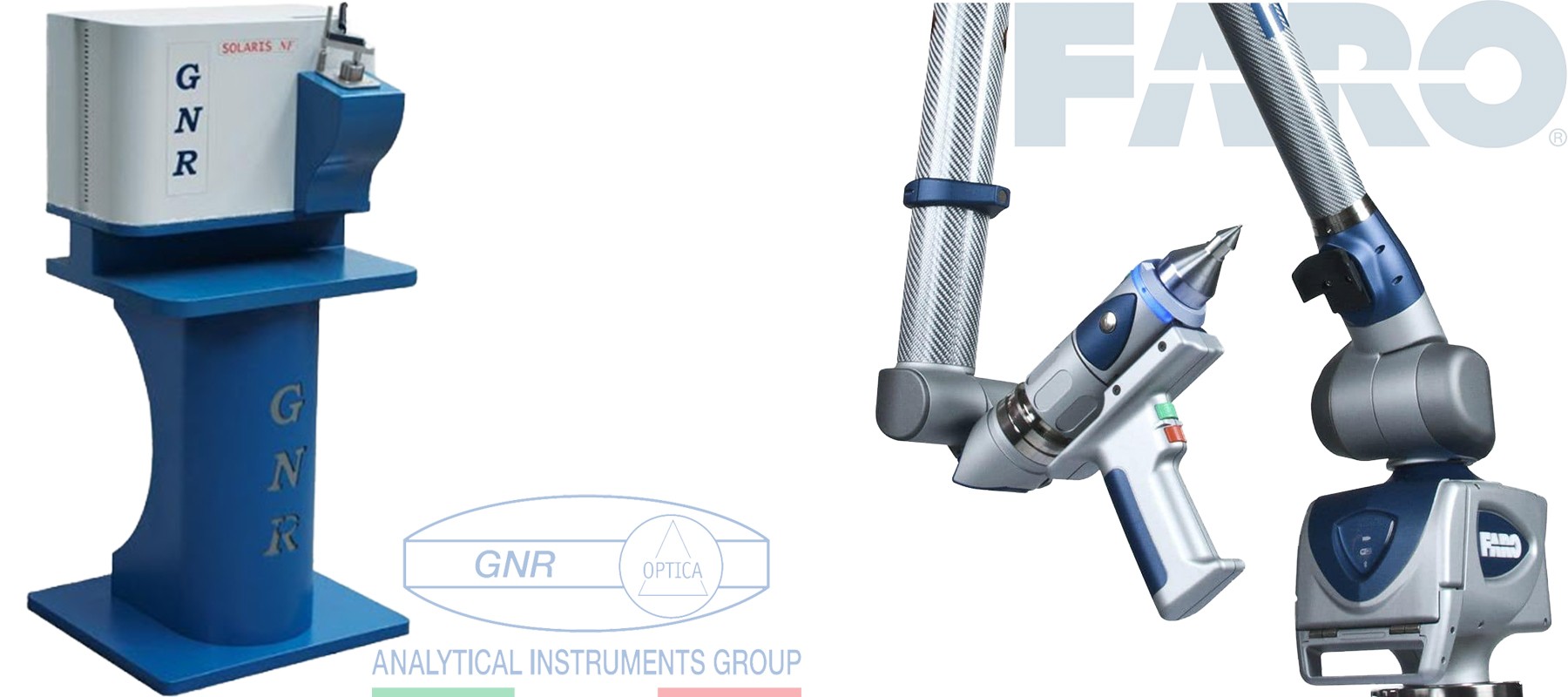
Picture #3. On the left, equipped with Instytut Wdrożeń i Technologii Sp. z o.o. Solaris NF GNR spectrometer and on the right a computer-aided 5-axis FARO Prime 1.8 measuring arm.
The Quality Management System is used to implement the Quality Policy in accordance with the requirements of the PN-EN ISO 9001: 2001 standard.
Hereby we present aluminum alloys that are being used for production of aluminum castings by Instytut Wdrożeń i Technologii Sp. z o.o.
| NUMBER | CHEMICAL SYMBOL | NUMBER | CHEMICAL SYMBOL | NUMBER | CHEMICAL SYMBOL | ||
| EN AC-21000 | AlCu4MgTi | EN AC-44200 | AlSi12(A) | EN AC-46400 | AlSi9Cu1Mg | ||
| EN AC-21100 | AlCu4Ti | EN AC-44300 | AlSi12(Fe) | EN AC-46500 | AlSi9Cu3(Fe)(Zn) | ||
| EN AC-41000 | AlSi2MgTi | EN AC-44400 | AlSi9 | EN AC-46600 | AlSi7Cu2 | ||
| EN AC-42000 | AlSi7Mg | EN AC-45000 | AlSi6Cu4 | EN AC-47000 | AlSi12(Cu) | ||
| EN AC-42100 | AlSi7Mg0,3 | EN AC-45100 | AlSi5Cu3Mg | EN AC-47100 | AlSi12Cu1(Fe) | ||
| EN AC-42200 | AlSi7Mg0,6 | EN AC-45200 | Al5Cu3Mn | EN AC-48000 | AlSi12CuNiMg | ||
| EN AC-43000 | AlSi10MG(a) | EN AC-45300 | AlSi5Cu1Mg | EN AC-51000 | AlMg3(b) | ||
| EN AC-43100 | AlSi10Mg(b) | EN AC-45400 | AlSi5Cu3 | EN AC-51100 | AlMg3(a) | ||
| EN AC-43200 | AlSi10Mg(Cu) | EN AC-46000 | AlSi9Cu3(Fe) | EN AC-51200 | AlMg9 | ||
| EN AC-43300 | AlSi9Mg | EN AC-46100 | AlSi11Cu2(Fe) | EN AC-51300 | AlMg5 | ||
| EN AC-43400 | AlSi10Mg(Fe9) | EN AC-46200 | AlSi8Cu3 | EN AC-51400 | AlMg5(Si) | ||
| EN AC-44000 | AlSi11 | EN AC-46300 | AlSi7Cu3Mg | EN AC-71000 | AlZn5Mg | ||
| EN AC-44100 | AlSi12(B) |
Instytut Wdrożeń i Technologii Sp. z o.o.
inż. Władysława Rogowskiego 16 B street
27-200 Starachowice, Poland
VAT PL 664-18-37-456 | REGON 291033962 | KRS 0000109383
For contact in english please refer to Mr Maciej Dutkiewicz.
|
Waldemar Nowak [email protected] |
Agata Mańko
|

Maciej Dutkiewicz [email protected]
|
